

 2026西湖龙井茶官网DTC发售:茶农直供,政府溯源防伪到农户家
2026西湖龙井茶官网DTC发售:茶农直供,政府溯源防伪到农户家
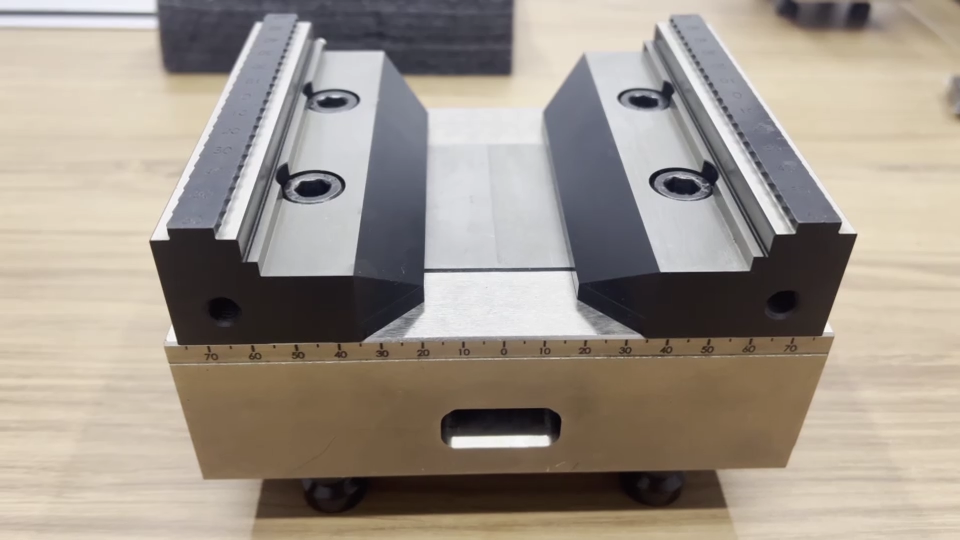
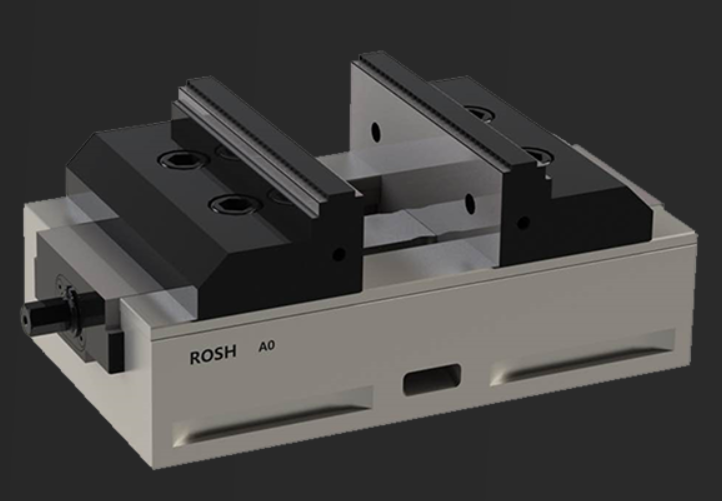 ROSH A0 自定心虎钳
ROSH A0 自定心虎钳- 1、自动化升级方面
- 动力系统改造
- 气动驱动:引入气动系统是实现自定心虎钳自动化的常见方式。通过安装气缸和电磁阀,利用压缩空气作为动力源来驱动钳口的开合。例如,选择合适的气缸,其行程和推力能够满足虎钳的夹紧需求。在自动化生产线上,通过 PLC(可编程逻辑控制器)控制电磁阀的通断,从而精确控制气缸的伸缩,实现工件的快速夹紧和松开。气动驱动的优点是速度快、响应及时,能够有效提高生产效率。
- 液压驱动:对于需要较大夹紧力的自定心虎钳,液压驱动是一种很好的选择。安装液压油缸和相应的液压泵站,通过液压油的压力来推动钳口运动。液压系统可以提供稳定且较大的夹紧力,适用于加工大型或重型工件。在自动化控制中,同样可以利用 PLC 与液压系统中的电磁换向阀配合,实现自动化的夹紧操作。
- 自动装夹机构设计
- 工件定位检测:为了实现自动化装夹,需要在虎钳上安装高精度的工件定位检测装置。例如,采用光电传感器或激光传感器,在工件接近虎钳时,传感器能够快速检测工件的位置和姿态。通过检测到的信息,PLC 可以控制虎钳的钳口自动调整位置,以确保准确地夹持工件。
- 自动进料与卸料:与自动化生产线的进料和卸料系统相结合,设计自动进料和卸料机构。可以利用传送带、机械手臂等设备将工件输送到虎钳的装夹位置,装夹完成后,再将加工后的工件自动移除。例如,在汽车零部件加工生产线中,通过机器人手臂将发动机缸体等工件放置在自定心虎钳上,加工完成后再将其取走,整个过程无需人工干预。
- 动力系统改造
- 2、智能化升级方面
- 传感器技术应用
- 夹紧力监测:在自定心虎钳上安装压力传感器,实时监测夹紧力的大小。压力传感器将夹紧力信号转换为电信号,传输给控制器(如工业电脑或智能控制器)。当夹紧力超过或低于设定的安全范围时,控制器能够及时发出警报并调整夹紧力。例如,在精密加工中,通过实时监测夹紧力,可以防止因夹紧力过大导致工件变形,或者因夹紧力不足导致工件在加工过程中移位。
- 温度与振动监测:安装温度传感器和加速度传感器,分别用于监测虎钳在工作过程中的温度变化和振动情况。温度过高可能会影响虎钳的精度和使用寿命,振动过大则可能表明虎钳的工作状态异常或者加工过程出现问题。通过对这些参数的监测和分析,可以提前发现故障隐患并采取相应的措施。
- 数据通信与智能控制
- 数据通信接口:为自定心虎钳配备工业以太网接口或其他通信接口(如 RS485、CAN 总线等),使其能够与上位机(如车间的 MES 系统、数控加工中心的控制系统)进行数据通信。通过这些接口,虎钳的各种监测数据(如夹紧力、温度、振动等)可以上传到上位机,同时上位机也可以向虎钳发送控制指令。
- 智能控制算法:利用智能控制算法(如模糊控制、神经网络控制等)对虎钳进行智能化控制。例如,根据工件的材料、尺寸、加工工艺等因素,通过智能控制算法自动调整夹紧力和定心精度。在加工过程中,智能控制器可以根据实时监测的数据,动态优化虎钳的工作参数,以实现最佳的加工效果。
- 3、人机交互界面设计
- 触摸屏显示与操作:为方便操作人员对智能化自定心虎钳进行监控和操作,设计触摸屏人机交互界面。在触摸屏上,可以直观地显示虎钳的各种工作参数(如夹紧力数值、温度曲线、振动幅度等),同时操作人员可以通过触摸屏进行参数设置、手动控制操作(如紧急停止、手动调整夹紧力等)。
- 远程监控功能:通过互联网技术,实现自定心虎钳的远程监控。操作人员可以通过手机、平板电脑等移动设备,在远离车间的地方实时查看虎钳的工作状态,接收故障报警信息,并对虎钳进行远程控制。例如,当车间无人值守时,通过远程监控发现虎钳出现异常情况,可以及时采取措施,避免生产事故的发生。
 如果大家想要了解更多关于自定心虎钳的知识可以联系我们——浙江埃斯科智能装备有限公司。
如果大家想要了解更多关于自定心虎钳的知识可以联系我们——浙江埃斯科智能装备有限公司。
- 传感器技术应用