


什么是工序控制计划的概述
工序控制计划是工序设计的组成部分,制定工序计划是把管理设计纳入工序设计的有效方法。
工序控制计划的内容[1]
工序控制计划的主要内容有:
(1)确定控制的质量特性值。
根据设计确定的质量特性重要性分级文件,进行单元件分类和工序分类。单元件是产品实施分类的基本单元。
单元件分类有:关键件(含有1个或多个关键特性的单元件,可含有重要、一般特性),重要件(含有1个或多个重要特性的单元件,可含有重要、一般特性);一般件(不含关键、重要特性的单元件)。工序分类有:关键工序(关键特性形成的工序),重要工序(.重要特性形成的工序)。
根据以上分类对工序的控制要求如下:
1)定为关键件、重要件的原材料,毛坯、半成品及成品均应按规定项目进行复验,并进行专门保管;
2)编制工艺时,对关键、重要工序要具体规定工艺参数,工艺方法、以及所使用的工装检验方法等,编写作业指导书。
3)关键特性必须100%检验,重要、一般特性可抽检,但宽严应有所不同。
4)关键,重要工序是定人、定设备。人员要经过培训考核,设备要重点维护,测试手段和工装要严格检验。
(2)绘制工序图与质量控制工序表
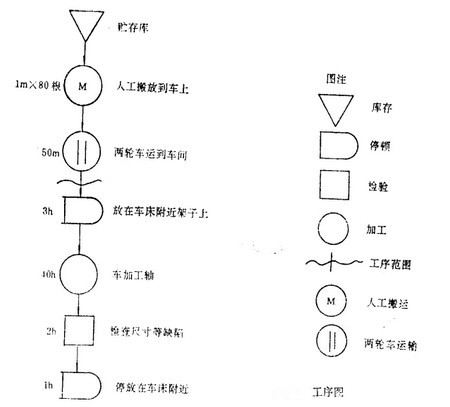
1)绘制工序图。如下图所示。它是用国际通用标准符号,标明工序在生产过程中的状态:加工,运输,停滞(库存或加工地点停留)、检查等,在图上应注明距离、工位器具,时间、运输工具、作业程序等。通过绘制工序图可进行作业研究、改善工艺设计和生产安排,减少非加工时间,提高生产效率。
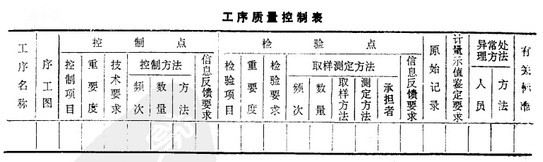
2)绘制工序质量控制表。工序质量控制表是按工序图规定在各道工序中,生产部门和检验部门对哪些质量特性如何控制。即列出每道工序保证质量的手段和方法,它是以质量控制与质量检验相结合的综合控制方法,其格式见下表。
(3)选好控制点。
控制点是指所选定的重点控制对象,包括的工序和项目如下:
1)关键尺寸、部位、工艺参数所形成的工序。
2)质量不稳定、重复故障多,合格率低的工序。
3)用户意见多的项目。
4)付下道工序有亚大影响的工序。
5)加工周期长、原材料贵重、—旦出了问题损失严重的工序(特别是后道工序)。
(4)编制控制点文件。控制点的主要控制文件有:
1)工序质量表。根据工序分析找出支配性因素,明确各方责任,编成的表。
2)作业指导书(含工艺、操作和管理标准)。
3)质量控制工序表。
4)因素控制用有关文件如设备周期检点卡、工装周期检点卡、量仪检点卡,操作培训考核卡等。
参考文献
- ↑ 沈阳市工业工程学会.实用工业工程.东北大学出版社,1993年04月第1版.
免责声明:本内容来源于第三方作者授权、网友推荐或互联网整理,旨在为广大用户提供学习与参考之用。所有文本和图片版权归原创网站或作者本人所有,其观点并不代表本站立场。如有任何版权侵犯或转载不当之情况,请您通过400-62-96871或关注我们的公众号与我们取得联系,我们将尽快进行相关处理与修改。感谢您的理解与支持!